
Gary Wagner, President of Ophir-Spiricon, spoke to AZoOptics about how extremely powerful lasers are driving new innovations in manufacturing and the military, the difficulties researchers face when attempting to measure them and how exactly they achieve these measurements.
At Ophir Photonics you specialise in supplying equipment for the measurement of lasers, are there any properties in particular that you find the most challenging to measure?
There are 2 types measurements that we make; one is the instantaneous power and energy of the laser, and the other is the spatial distribution of the power inside the beam. Depending upon which type of measurement we are making, there are different challenges.
If we are measuring the spatial distribution of the power inside the beam, this can be challenging because we measure spatial distribution by putting something in the path of the beam. When high power lasers are at focus they are powerful enough to cut and weld metals; as you can imagine, there are some difficulties when you attempt to measure them as you don’t want to cut or weld the sensor. High power beams have always been tricky.
Historically, beams have been attenuated before they are measured, meaning the power the sensor experiences is reduced so it can be measured without damage to the sensor. If the rate of attenuation is known, we can calculate the total power of the beam and measure its spatial distibrution.
One of our latest achievements at Ophir-Spiricon is the development of a product that can measure the distribution of the beam without any direct contact. We called this product ‘Beam Watch'. Essentially, we take a camera, look at the beam from a sideways perspective, and measure the Rayleigh scatter from the beam. This is a big breakthrough. In the past we could only measure up to 10 kilowatts, now we can measure up to 100 kilowatts.
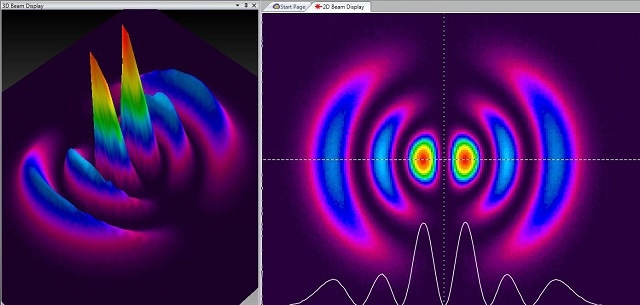
Beam Watch uses a non-contact method to profile a beams spatial distribution
Using this method we can look at the length and the caustic of the beam and it also allows us to determine the focus shift at the critical start-up phase of a beam.
Please explain to our readers the difference between ‘non-contact’ and ‘at-focus’ beam measurement and the situations in which each measurement would be used?
Historically, when we were pointing the beam into the aperture of the camera, we would move the camera to a position and then take a picture of the total beam and its distribution. We would then move the camera and take another picture and so on. Effectively we would be going through all of the near and far field of the beam to find focus. This is what we would call an 'at focus' beam measurement.
Non-contact measurements, which I mentioned earlier, use the sideways camera and measure the beam’s Rayleigh scatter. This allows us to look at the full near and far field and focus of the field all at the same time.
We’ve found that our non-contact method is just as effective as at-focus measurements in terms of precision and accuracy so it can be used as an alternative to at-focus measurements in almost every situation. We have performed measurements using our non-contact sensors and compared them to measurements from on-focus sensors, both our own and our competitors. Our technology only differed by a couple of percent from the other measurements, which is within experimental error, meaning there is no difference in accuracy.
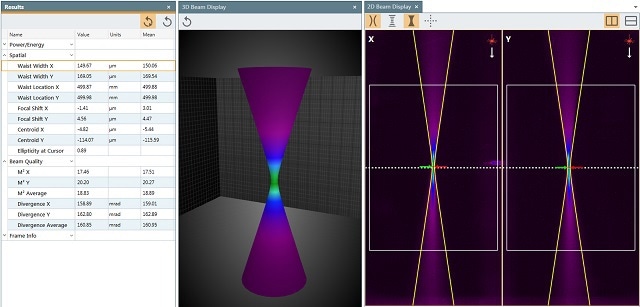
Many accurate laser measurements are possible when using a non-contact method
In your opinion what are the most exciting and ground-breaking applications that high power lasers are used in?
There are the obvious ones, such as in the military where they are starting to shoot down targets with lasers. That’s the fun and exciting side of things.
However, the bread and butter is coming from the manufacturing industries, particularly the automotive industry, where high-powered lasers are being increasingly used…mostly for welding.
One of the most interesting developments is that powerful lasers facilitate the welding of different types of metals together for different structural requirements. Historically, it was only possible to weld steel to steel or aluminum to aluminium. Now steel can be welded to other materials, something which was not possible before. This is now a possibility as the lasers have extremely high power densities, far higher than those that have been available using traditional gas welding techniques.

High power laser beams are so energetic they can rapidly cut through metals
This has had a huge impact in areas such as ship building where they need to weld 2+ inches of steel together. Using traditional welding these processes had to be done in stages. However, using a high power laser this can be achieved in one single step.
High powers are extremely hot and energetic. How do on-focus laser sensors avoid thermal degradation?
That is probably the most exciting part of our new Rayleigh scattering technique, we avoid the problem altogether.
The delivery head of these high power lasers traditionally uses transmissive optics and the optical behaviour changes as they heat up. This phenomenon is known as focus shift. The effect is particularly pronounced in the first seconds after turning the laser on.
As many of these processes are over in a few seconds, knowing where the focus spot is has been always problematic. But focus spot is critical in terms of obtaining the best quality results, such as the best weld and the best cut. Being able to measure them and quantify what's happening in those first few seconds allows our users to dynamically change the position of the laser throughout the start up phase and keep the focus where they want it to be.
Your 30 kW Laser Power thermal sensor uses axial, rather than radial, heat measurements. Please could you describe how this mechanism works and its specific advantages?
Thermal sensors, by design, require the motion of heat across the sensor to carry out temperature determination. Traditional thermal sensors have thermocouples around the outside of the target that the laser is focussed on. In these sensors the heat needs to radiate outwards (radially) to the thermocouples and then stabilise; it can take up to 30 seconds to get a stable measurement.
If you put the thermocouple right behind the spot, the laser hitting the heat has a much shorter distance to travel so the measurement stabilises far faster. This means we are able to get stable readings in a much shorter period of time than traditional techniques.
How exactly does the phenomenon of focus shift occur and why is it problematic?
Focus shift occurs when the delivery head optics heat up in the first few seconds after turning the laser on. When they heat up this causes a change in their shape which, in turn, affects the beam’s optical properties.
What are the most effective methods of reducing and preventing focus shift?
Currently, people are trying to quantify and dynamically move the laser itself during the start up phase. They determine what is happening and immediately move the laser to correct for the thermal shift.
There are places such as the Edison Welding Institute in Columbus, which is a institute that measures and quantifies new ways of welding for the industry. They are working with some metal optics to reduce this phenomenon. But it's still in the initial phases.
Please describe how your Ultracal algorithm for calibrating laser measurements works and why it is more accurate than other methods?
This is the technology that we use for camera based measuring where we interpret the pixels of the camera’s image into a power density.
If you turn a camera on and it’s in a dark area, meaning no light getting to the imager, there is electronic background noise at each pixel. If this noise is not adjusted for it causes errors in pixel readings once the imager is taking measurements.
Our Ultracal algorithm is calibration technology which we use to remove all of the positive and negative noise from each pixel’s reading. In fact, the ISO standards committee actually references this technology in the ISO standards for beam profile measuring. We've made it public so other companies can use it.
Where do you envision the technology behind laser measurement evolving over the next decade?
A lot of lasers are being developed that can pulse at extremely fast, femtosecond rates. At the moment, measuring the energy of a femtosecond laser pulse is not possible. We’re in the process of developing detectors that can respond on a femtosecond timescale, but this will take some time.
How do Ophir Photonics hope to be part of this evolution?
In the field of laser measurement, we are the leader both in products and in size of our market share, and we intend to stay in that spot.
We spend a lot of money in R&D to make sure that our products remain state of the art and to continue to push development in the laser industry itself.
About Gary Wagner
 Gary has a strong track record running highly competitive technology companies and is a fan of ISO-9001 certification and lean manufacturing.
Gary has a strong track record running highly competitive technology companies and is a fan of ISO-9001 certification and lean manufacturing.
Prior to Ophir, he was CEO & President of All Weather, Inc., a global provider of electro/optical-based weather sensors and systems for aviation and meteorology.
Gary also was President of Imaging Technology Inc., a manufacturer of imaging/machine vision systems.
Prior to that, he held senior staff positions at Medar, Inc. and RVSI/Acuity, publicly traded factory automation companies. Originally an engineer at BF Goodrich, he has held technical management positions at Ball Corporation and was part of the start-up team at Penn Video, Inc. Gary is past Chair of the Automated Imaging Association.
He holds three patents in machine vision technology, an MBA in Marketing from University of Akron and a BS in Physics from Illinois State University. When not working, which isn’t often, he skis, hunts, and travels with his family.
Disclaimer: The views expressed here are those of the interviewee and do not necessarily represent the views of AZoM.com Limited (T/A) AZoNetwork, the owner and operator of this website. This disclaimer forms part of the Terms and Conditions of use of this website.