Even the smallest surface defect or slight roughness can significantly affect component performance. A micron-scale imperfection may appear insignificant at first; however, it can significantly alter a material’s ability to respond to stress, reducing its corrosive resistance, which ultimately affects its reliability.1
In high-precision parts, such as turbine blades, for instance, a surface roughness of 11.8 μm can reduce aerodynamic efficiency to the point where it generates pressure losses of up to 40 %, significantly reducing overall performance.2 Figure 1 demonstrates a common surface defect of corrosion pitting on a turbine blade.
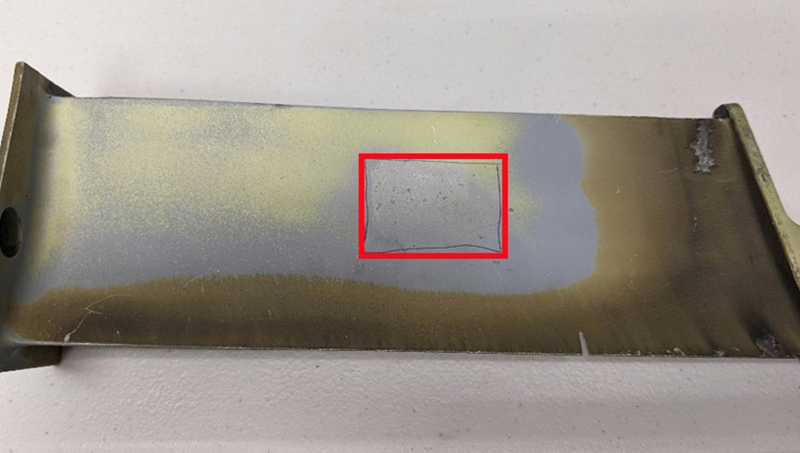
Figure 1. A turbine blade showing corrosion pitting, a common surface defect. Image Credit: 4D Technology
4D Technology’s handheld optical gauges are insensitive to vibrations and enable 3D surface measurements in <10usec on the shop floor.
Current Approaches for Inspecting Defects
Current approaches to inspecting defects span manual visual checks to more sophisticated optical gauge systems.
Manual inspection is typically limited to identifying larger defects, and even then, it is subject to inconsistency, subjectivity, and the fact that it’s not quantifiable.
Optical methods, such as interferometry and microscopy, are also widely used, making it possible to identify defects that are too small for the naked eye.3
As these approaches provide quantitative data, they’re also well-suited for automation purposes, particularly when coupled with machine vision systems for faster, more consistent analysis.4
However, surface roughness and defect analysis methods have several drawbacks, particularly when real-time shop floor defect analysis is required.
2D optical profilers, although they can be utilized for portable measurements, record roughness traces that are very reliant on the position at which the trace was recorded. Some also say that a complete characterization of surface roughness requires more comprehensive 3D measurement.5
3D optical profiles, therefore, provide more comprehensive measurements; however, they are typically more cumbersome and susceptible to vibrations. It is usually costly and infeasible to guarantee adequate vibrational stability for these instruments on the shop floor, meaning 3D optical profilers are often used offline in quality control labs for both individual and automated measurements.
4D Technology’s 4Di InSpec, 4Di InSpec AMS, and 4Di InSpec SR represent the latest developments in inspecting defects and surface roughness technology, providing a way to integrate detailed 3D optical profiles with handheld technology suitable for use on the shop floor.
4Di InSpec: In Situ Defect Inspections
The 4Di InSpec and 4Di InSpec AMS are portable, handheld, or automated 3D optical surface gauges. These tools are superb for use on shop floors, particularly for even the most challenging inspection tasks, such as surface finish in corner or edge areas, and detecting corrosion, pits, scratches, and dings on hard-to-reach geometries like cylinder interiors.
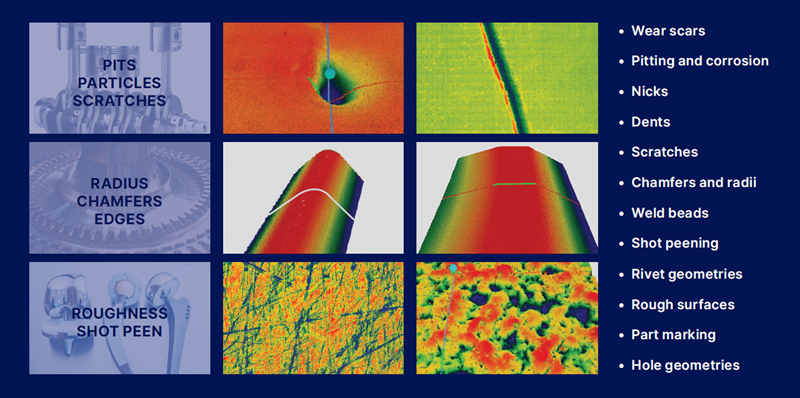
Figure 2. Surface defect, feature, and roughness measurements from 4D Technology’s 3D optical gauges. Image Credit: 4D Technology
The 4Di InSpec series can work with objects of almost any shape or size. There’s no need to take them apart to transport them to a lab, only to find they don’t fit a standard 3D optical profiler. With 4Di InSpec, users can take direct measurements on the shop floor, exactly where the part is located.
To further enhance measurement efficiency, 4D Technology’s optical gauges support all major engine models from OEMs. Additionally, 4D Technology has numerous existing automation workflows that enable the complete automation of measurements.
4D Technology’s optical gauges support all major jet engines from OEMs.
Convenience and Compatibility
Convenience, efficiency, and compatibility with parts of practically all sizes and shapes are essential features of the 4D InSpec system’s design. Its central features include:
- High-Resolution: The 4Di InSpec has an 8 x 8 mm field of view. This makes it possible to measure defects of 2 μm in under a second. For use cases that require coverage of larger areas or features, such as edge geometries and radii up to 5 μm, the 4Di InSpec XL offers an expanded 15 × 15 mm field of view.
- Non-contact measurement: The system carries out non-contact measurements with a large standoff of approximately 30 mm. This facilitates the measurement of any geometry, making it suitable for assessing both small and large parts alike.
- Robot automation: The 4Di InSpec’s robot automation abilities make it possible to measure dozens of edge break features, chamfers, and radii or defects such as pits, particles, and scratches in just minutes as opposed to days. Inspection need not be time-consuming or costly any longer.
- Robust, in-field measurement: The InSpec series’ patented technology makes it vibration-resistant, enabling it to work similarly on the shopfloor as in a lab. Replication materials are no longer required, and parts no longer need to be relocated. Now, operators can bring the gauge to the part to receive instant measurements.
4Di InSpec SR: In Situ Surface Roughness Measurements
Measure objects of all shapes and sizes on the shop floor for surface roughness using the 4Di InSpec SR, thanks to its superb performance parameters:
- The 4Di InSpec SR has a working range of 2.0 mm. The measurable roughness range (Sa) sits between 10 nm to 30 µm, and has a roughness accuracy of 0.5 % over the full range.
- Measurements support complete 3D compliance with standard ISO filters and roughness parameters. Position-dependent 2D traces are no longer needed as operators can now carry out comprehensive 3D scans that are easier, more robust, and more precise.
- Fewer geometric limitations owing to the scanner’s compact size (< 40 x 8.5 x 10 cm) as well as its ability to carry out in-situ measurements. Operators can profile small as well as large parts, including those with geometric complexity.
The 4D InSpec product portfolio equips quality, metrology, and production teams with practical tools to work more efficiently, helping them maintain high standards while accurately measuring even the most precisely manufactured parts.
With automated features and a user-friendly design, inspections can be performed more frequently without the time and cost typically associated with non-quantitative rework steps. The result is faster, more consistent, and more reliable defect detection.
Whether you're focused on boosting customer satisfaction, minimizing waste, or improving maintenance, repair, and operations (MRO), the 4D InSpec series - shown in Figure 3 - offers a smart, effective approach to surface defect inspection.
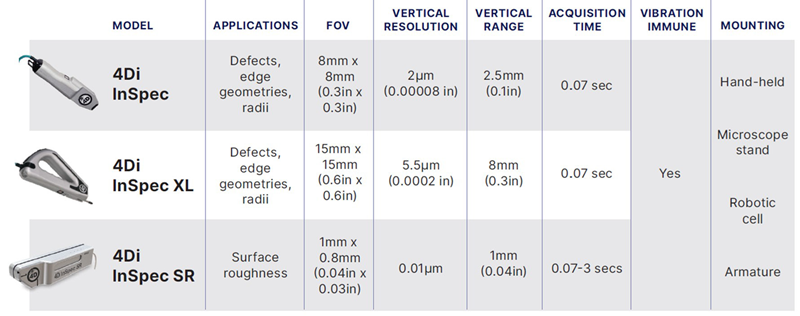
Figure 3. Key performance functionality of the 4Di InSpec portfolio. Image Credit: 4D Technology
References and Further Reading
- Grossi, N., et al. (2025). Machining of Critical Aerospace Components: Challenges and Case Studies. Lecture notes in mechanical engineering, pp.217–260. DOI: 10.1007/978-3-031-99501-9_12. https://link.springer.com/chapter/10.1007/978-3-031-99501-9_12.
- Hummel, F., et al. (2005). Surface Roughness Effects on Turbine Blade Aerodynamics. Journal of Turbomachinery, 127(3), p.453. DOI: 10.1115/1.1860377. https://asmedigitalcollection.asme.org/turbomachinery/article-abstract/127/3/453/471273/Surface-Roughness-Effects-on-Turbine-Blade?redirectedFrom=fulltext.
- Maria Inês Silva, et al. (2023). Review of conventional and advanced non-destructive testing techniques for detection and characterization of small-scale defects. Progress in Materials Science, 138, pp.101155–101155. DOI: 10.1016/j.pmatsci.2023.101155. https://www.sciencedirect.com/science/article/pii/S0079642523000877?via%3Dihub.
- Catalucci, S., et al. (2022). Optical metrology for digital manufacturing: a review. The International Journal of Advanced Manufacturing Technology, 120(7-8), pp.4271–4290. DOI: 10.1007/s00170-022-09084-5. https://link.springer.com/article/10.1007/s00170-022-09084-5.
- Goodhand, M.N., et al. (2016). The Limitations of Using ‘Ra’ to Describe Surface Roughness. Journal of Turbomachinery, 138(10). DOI: 10.1115/1.4032280. https://asmedigitalcollection.asme.org/turbomachinery/article-abstract/138/10/101003/378593/The-Limitations-of-Using-Ra-to-Describe-Surface?redirectedFrom=fulltext.

This information has been sourced, reviewed and adapted from materials provided by 4D Technology.
For more information on this source, please visit 4D Technology